Контакты
Главная
Оборудование
Адрес:
119021, г. Москва,
Оболенский переулок, дом 9,
корпус 8, офис 5
Пн-Пт с 10:00 до 18:00 (Мск)
Телефон:
+ 7 (495) 925-59-64
E-mail:
info@sapr-n.ru
nefteorghim@yandex.ru
Переработка олефинсодержащего сырья
Компанией ООО «САПР-НЕФТЕОРГХИМ» разработан процесс алкилирования непредельных углеводородов через промежуточную стадию олигомеризации на цеолитсодержащем катализаторе. Процесс позволяет перерабатывать широкий спектр олефинсодержащих фракций: пропан-пропиленовую фракцию (ППФ), бутан-бутиленовая фракцию (ББФ), сухой газ каталитического крекинга, газы установки висбрекинга, газы пиролиза, бутилен-изобутиленовую фракцию (БИФ), газы установки замедленного коксования, фракции С5-С6 нефтехимических производств. Продукцией процесса являются компонент высокооктановых бензинов и очищенные от олефинов бытовые и автомобильные сжиженные газы.
В процессе используется оригинальный отечественный катализатор, разработанный специалистами
ООО «САПР-НЕФТЕОРГХИМ» на основе высококремнеземного цеолита группы пентасилов.
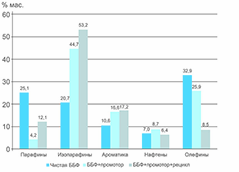
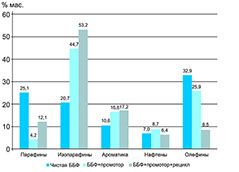
- Для улучшения детонационных характеристик получаемого компонента бензинов, а также для снижения содержания олефинов в конечном продукте, процесс проводят с рециклом отработанной фракции и добавлением в сырьевой поток промотирующего агента.
- Процесс осуществляется в реакторе, имеющим несколько слоев катализатора, между которыми расположены узлы теплообмена для охлаждения реакционного потока на величину адиабатического разогрева в слоях катализатора.
Переработка бензинов с оксигенатами
Переработка олефинсодержащего сырья
Термоокислительный висбрекинг
Установка производства битума
Процесс ароматизации фракций С3-С7
Технологии
Утилизация газов
Комплексные установки
Параметры процесса
| Параметр | Значение |
|---|---|
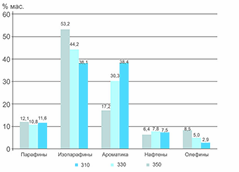
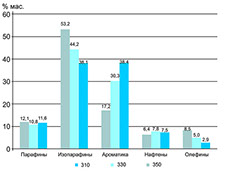
| Температура на входе в реактор | 290 - 390 °С |
| Давление в реакторе | до 1,8 МПа |
| Объемная скорость сырья | 0,8 - 1,0 ч-1 на 1 м3 катализатора |
| Межрегенерационный пробег катализатора | не менее 400 часов |
| Выход высокооктанового компонента бензина на поданную олефинсодержащую фракцию, % масс. | 72-83 |
| Конверсия олефинов, % масс. | 99 |
Качество высокооктанового компонента бензина
| Показатели | Требования EN228 и ГОСТ Р51866- 2002* | Значение для продукта |
|---|---|---|
| Октановое число, не менее | ||
| -моторный метод | 85* | 82,1 - 84,0 |
| -исследовательский метод | 95* | 95,9 - 98,2 |
| Максимальное содержание, % | ||
| - бензола | 1 | 0,00 - 0,08 |
| - серы (ppm) | 0,001(10) | менее 0,01 |
| - ароматических углеводородов | 35 | 4 - 17,2 |
| - олефиновых (непредельных углеводородов) | 14 | 8,5 - 14 |
| - кислорода | 2,7 | - |
| Фракционный состав: | ||
| - до 100°С перегоняется. % не менее | 46 | 30 |
| - до 150°С перегоняется, % не менее | 75 | 65 |
*Химический состав жидкого продукта зависит от добавления промотора, рецикла и температуры процесса.
Copyright 2020, ООО «САПР-НЕФТЕОРГХИМ» E-mail: info@sapr-n.ru, nefteorghim@yandex.ru Тел. + 7 (495) 925-59-64
Разработка сайта – ООО «САПР-НЕФТЕОРГХИМ»